


新闻资讯
- 189-5133-8148
- 189-6283-8866
- 0513-83660108
- vovoip@gmail.com
- 江苏省启东市城东工业园区东二路8号
平焊法兰卷制的最小半径是由什么决定的?
阅读:83发表时间:2024-12-03
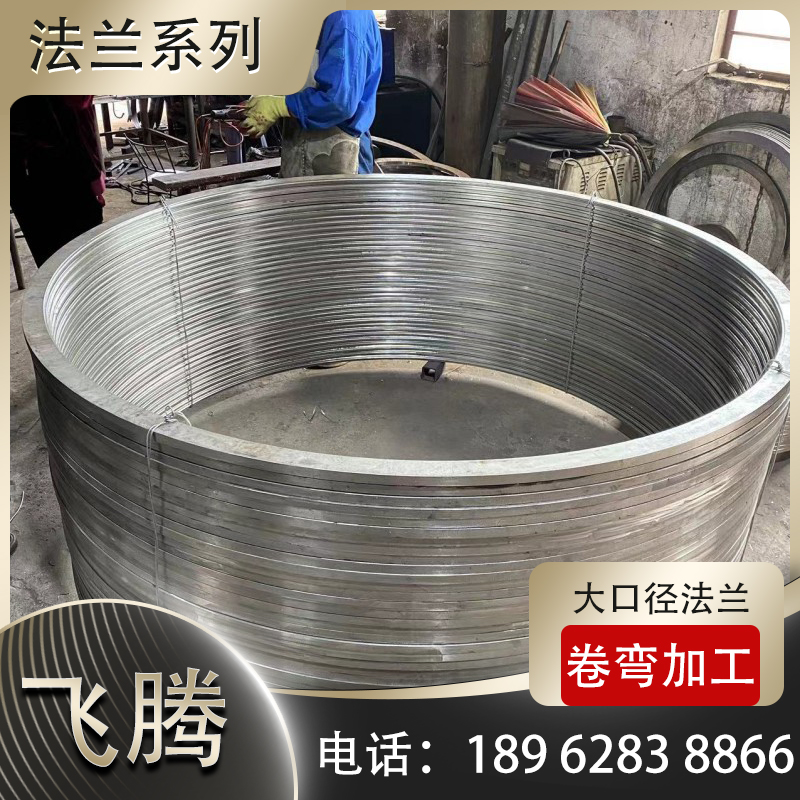
平焊法兰卷制的最小半径是由多种因素决定的,主要包括以下几个方面: 一、材料特性 1. 材料的屈服强度:屈服强度是指材料开始发生塑性变形时的应力值。对于平焊法兰来说,材料的屈服强度越高,其在卷制过程中的变形阻力就越大,因此需要更大的弯曲半径来避免材料的过度变形和破裂。 2. 材料的延展性:延展性是指材料在拉伸条件下能够延伸的程度。延展性好的材料在卷制过程中更容易弯曲,且能够承受较大的变形而不破裂。因此,延展性好的材料可以允许较小的弯曲半径。 3. 材料的厚度:材料的厚度也会影响卷制的最小半径。一般来说,厚度越大的材料,其卷制的最小半径也越大。这是因为厚材料在弯曲时会产生更大的内部应力,容易导致材料的开裂和断裂。 二、加工设备和工具 1. 卷板机的性能:卷板机是用于卷制平焊法兰的主要设备。其性能参数如卷板能力、弯曲半径调节范围等都会直接影响卷制的最小半径。高性能的卷板机可以实现更小的弯曲半径,从而满足不同规格平焊法兰的生产需求。 2. 卷板机的操作精度:卷板机的操作精度也会影响卷制的最小半径。高精度的操作可以确保材料在卷制过程中受力均匀,避免局部应力集中导致的材料开裂和变形。 3. 辅助工具的选择:在卷制过程中,辅助工具如垫板、导向装置等的选择和使用也会影响卷制的最小半径。合适的辅助工具可以提高卷制过程的稳定性和精度,从而实现更小的弯曲半径。 三、工艺参数 1. 弯曲速度:弯曲速度是指材料在卷制过程中单位时间内移动的距离。弯曲速度过快会导致材料受力不均,容易产生应力集中和表面裂纹;而弯曲速度过慢则会降低生产效率。因此,需要根据材料特性和设备性能选择合适的弯曲速度。 2. 弯曲角度:弯曲角度是指材料在卷制过程中形成的夹角。弯曲角度越大,材料受到的弯曲应力也越大,因此需要选择合适的弯曲角度来避免材料的过度变形和破裂。 3. 预弯处理:在卷制之前,对材料进行预弯处理可以有效减少卷制过程中的应力集中,提高卷制质量。预弯处理的具体参数如预弯角度、预弯半径等需要根据材料特性和卷制要求进行调整。 四、环境因素 1. 温度:温度对材料的力学性能有显著影响。一般来说,温度升高会导致材料的屈服强度降低,延展性增加,因此在高温条件下卷制可以实现更小的弯曲半径。然而,过高的温度也会导致材料的氧化和表面质量下降,因此需要在合适的温度范围内进行卷制。 2. 湿度:湿度对材料的力学性能和卷制过程也有一定影响。湿度过高会导致材料表面的氧化和腐蚀,从而影响卷制质量;而湿度过低则会导致材料的脆性增加,容易在卷制过程中产生裂纹和断裂。 3. 环境清洁度:卷制环境的清洁度也会影响卷制质量。清洁的工作环境可以减少杂质和污染物对材料表面的损害,从而提高卷制质量。 综上所述,平焊法兰卷制的最小半径是由材料特性、加工设备和工具、工艺参数以及环境因素等多种因素共同决定的。在实际生产过程中,需要综合考虑这些因素,并采取相应的措施和方法,才能实现高质量的平焊法兰卷制。
上一条:影响碳钢法兰精度的因素有哪些?
- 2024-12-03碳钢法兰卷制好以后会有残余应力吗?
- 2024-12-03平焊法兰卷制的最小半径是由什么决定的?
- 2024-12-03影响碳钢法兰精度的因素有哪些?